カシメ加工

インターネットで「ファスナー工法」や「スピード」や「かしめ」などのキーワードで検索をすると
弊社のホームページが上位で表示されるようになり、このところカシメ技術についての問い合わせを数々いただいております。
ご注目いただきありがとうございます。

先月から年末にかけて仕事が大変忙しく、その上従業員さんの中に体調を崩されている人が重なり
人手不足となっているため現場を手伝いながらブログを書いています。

今回は弊社の特許技術「スピードファスナー工法」を使ってエレベーター操作盤ボックスの部品を作っていきます。

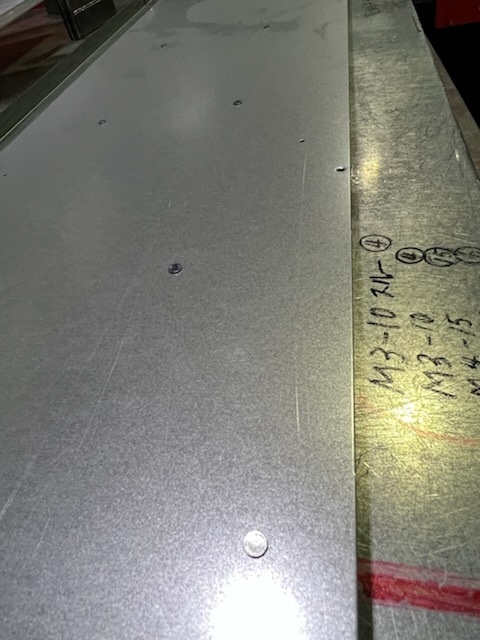
板厚1.2の亜鉛メッキ鋼板にタレットパンチプレス機でカシメネジを取り付ける穴をあけておき、カシメ専用治具にのせます。
それらの穴に今回は、
M4-20mmを6本,M4-15mmを15本,M3-10mmを4本,クリンチングスペーサーM3-10mmを4本を一度にかしめます。

上の写真はM3-10mmを穴に入れるところです。

カシメネジの数はネジカウンターに、必要本数を入力しておけばカウントしてくれてとても便利です。
カウンターは、ネジの種類分用意してあります。

これはM4-15mmのネジです。15本でも一度に取り出せます。
異径で多種類のすべてのネジをセットし終えたら、タレットパンチプレス機にセッティングします。

一つの製品に対して治具を二つ作り、交互にかしめるので
タレパンがかしめ終えたものと今ネジをセットしたものを入れ替えます。
カシメ終えたものは、ネジをセットするテーブルに乗せます。

治具をクランプで挟んでスタートボタンを押します。
すると、タレパンがカシメ始めます。

出来上がったものは治具から外し、専用ラックにのせていきます。
そして、タレパンがかしめている間にテーブルではまたネジをセットするわけです。
時間を有効的に使います。

今回、120枚の製品をカシメ加工するのに部材のセットからカシメ終えてラックにのせるまで平均1枚あたり約2分強の時間で完了しました。

カシメ後は側面を折り曲げ加工して出来上がりです。
1製品に異径、多種類のネジ29本を同時にカシメ加工しました。
「スピードファスナー工法」は手放せない弊社の強みとなっています。
ご興味のある方は、遠慮なくお問い合わせください。